KALMAR 32+ RWE
Stationary phased array flaw detector for acceptance ultrasonic inspection of electric contact welded rail joints at rail welding enterprises. Full cross-section scanning with automatic defect coordinate and size determination.
Request QuoteTechnical Specifications
| Testing method | Ultrasonic phased array (PAUT) |
| Installation type | Stationary — rail welding enterprise |
| Target joints | Electric contact, aluminothermic, gas press welding |
| Cross-section coverage | Full — rail head, web and base blades |
| Scan formats | B-scan, D-scan, A-scan, S-scan |
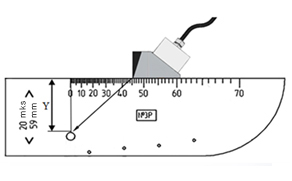
| Sensitivity adjustment | Semi-automatic using steel standard sample (CO-3P) |
| Application scope | Main and industrial railways, subway, rail welding plants |
Description
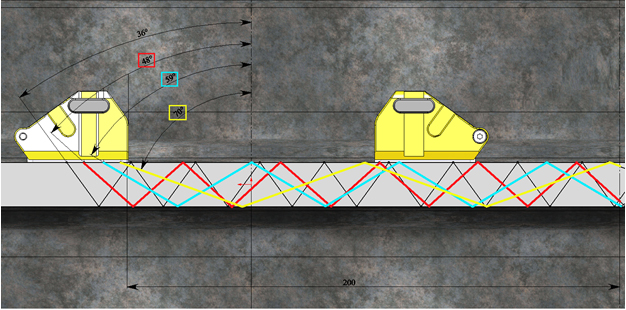
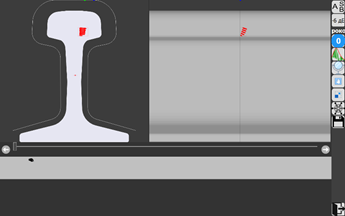
KALMAR 32+ RWE is a stationary phased array flaw detector designed for acceptance ultrasonic inspection of electric contact welded rail joints at rail welding enterprises. It is a mechanical scanner with pre-installed phased array transducers, a flaw detection unit and a PC control tablet. The scanner is installed in the center of the weld joint; using a mechanized drive, transducers move along the generatrix of the weld across the entire rail cross-section — head, web, and base blades.
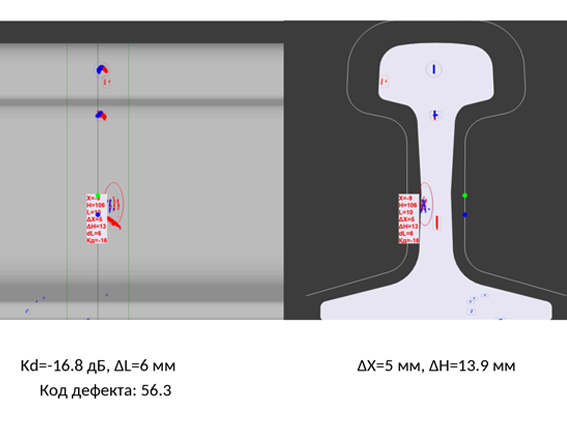
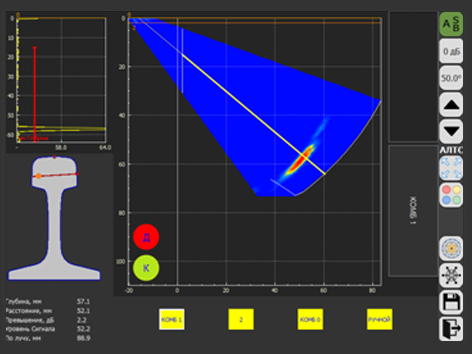
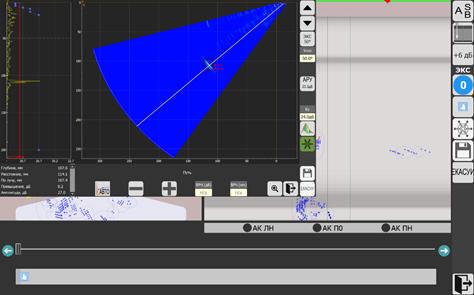
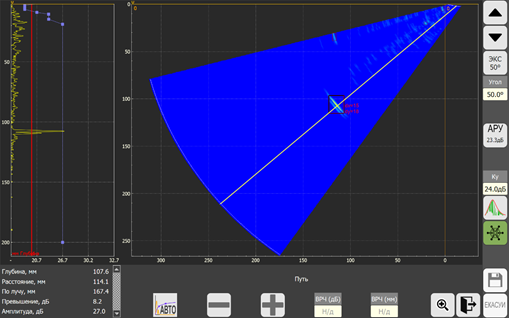
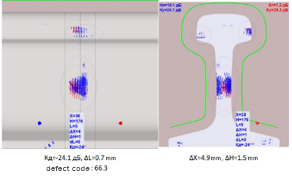
In real time, a B-scan is displayed on the flaw detector screen as a rail contour with defect parameters: coordinates, location in the weld section, conventional dimensions, and detectability coefficient. Detailed analysis of all signals is available in A and S scans. The flaw detector software includes standard settings for aluminothermic, electric contact and gas press welding per current regulations. Inspection results are saved in a database with full diagnostic parameters including sensitivity, test time, defect sizes, detection rate and GPS coordinates.
Key Features
Gallery